Cylinder head & engine block resurfacing
Resurfacing restores the sealing faces on the engine block and cylinder head to factory tolerances. We grind cast iron and mill aluminium, from small four-cylinders to heavy V8 blocks. Tolerances within a hundredth of a millimetre.
What is cylinder head resurfacing?
Resurfacing (milling) means the mating face on the cylinder head or engine block is machined flat to ensure correct sealing against the head gasket. The surface is machined to precise flatness and the right surface finish to the manufacturer's specification.
For a seal you can rely on
Has the engine overheated? Is the coolant disappearing with no visible leak? Then the sealing faces on the block or head may have warped. The joint between the engine block and cylinder head is one of the most heavily loaded in the whole engine. Here combustion temperatures of over 1,000 degrees, coolant pressure, oil pressure and mechanical forces from combustion all meet. For the head gasket to do its job, both the block's and the head's sealing faces must be perfectly flat.
Overheating is the most common cause of these surfaces deforming. When an engine overheats the material expands unevenly, and once it cools the surface stays warped. The result is compression leakage between the cylinders, coolant leaking into the oil or oil leaking externally. Resurfacing restores the surface to its original flatness.
When does the block or head need resurfacing?
Resurfacing is often needed in the following situations:
After overheating
Even a brief bout of overheating can warp the sealing faces, especially on aluminium cylinder heads.
After a gasket failure
If the head gasket has failed, there is a good chance the surfaces are no longer flat.
During an engine rebuild
Resurfacing is standard practice on every full rebuild to guarantee a faultless seal.
For higher compression
Removing material from the cylinder head or block can raise the compression ratio.
How the process works
We machine the sealing face with technique adapted to the material. Cast iron is milled to a fine, controlled surface finish. Aluminium requires a more careful process to avoid material being smeared into the softer surface.
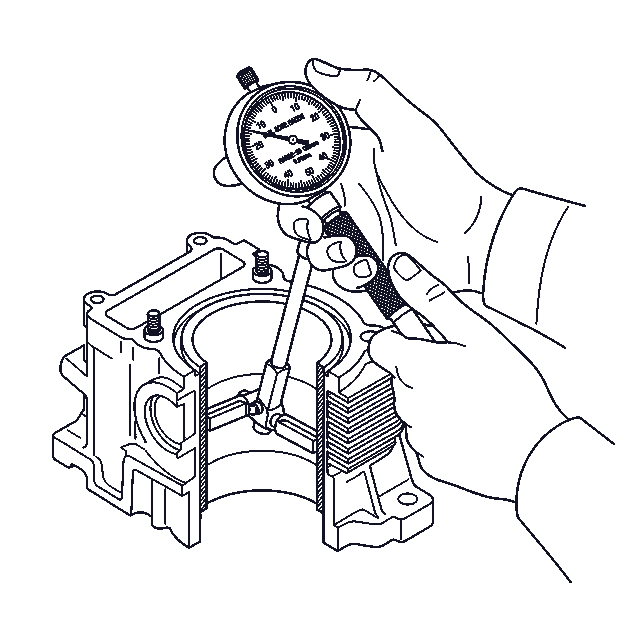
Before machining we measure flatness across the whole surface with a precision straightedge and feeler gauge. We note where the deviations are greatest and set the machine to remove the minimum amount of material, exactly as much as is needed to achieve the correct flatness and surface finish (Ra).
It is important not to remove too much. Every tenth of a millimetre taken off raises the compression ratio, which can call for a thicker head gasket or other adjustments. We always calculate how the machining affects compression and consult you if it affects how the engine runs.
Cast iron vs aluminium
Blocks and heads come in two main materials, and they call for different handling:
Cast iron
A harder material that tolerates more machining. Less sensitive to overheating. Common on older engines and many diesels.
Aluminium
Lighter but softer. Warps more easily when overheated. Needs more careful machining and often milling rather than traditional grinding.
Resurfacing cylinder heads and engine blocks
Block decking means resurfacing the engine block's deck face - the top surface where the cylinder head and head gasket sit. Just like the head, the block's deck face can warp or become uneven after overheating or a gasket failure. Decking ensures the correct deck height and a perfect sealing face against the head gasket. On a full engine rebuild we often resurface both the head and the block in the same operation.
Combined with other services
Resurfacing is usually carried out alongside other engine rebuild work. The most common combinations are:
- Resurfacing + valve lapping
- Cylinder head resurfacing + valve reconditioning
- Resurfacing + pressure testing
- Block decking + cylinder head resurfacing
How resurfacing works
Careful and methodical. From measuring to inspection.
Thorough cleaning
All oil and coolant passages are covered or carefully cleaned, and the head gasket dowels are removed. The mating face is degreased.
Measuring & referencing
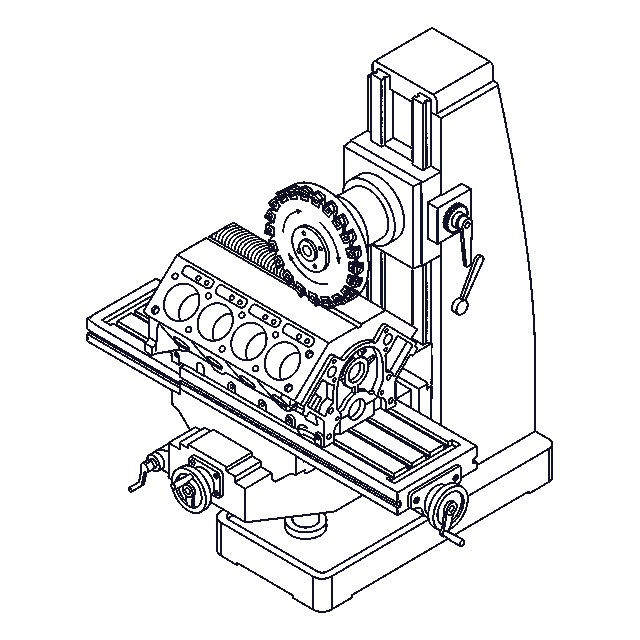
The block or head is clamped with low clamping force on the mill bed (so-called floating fixturing to prevent forced distortion). Using a roller probe we measure deviations from the reference surface.
Grinding / milling
With a fixed cutter head and CNC-assisted feed, passes are made across the component. Carbide or diamond (PCD) inserts are used, chosen according to the material and the gasket that will seal - a solid steel gasket needs a finer finish than a composite one.
Final inspection
The component is hand-blown clean of swarf and the surface flatness is checked. The result is a flat sealing face built for perfect compression and a longer service life.
Frequently asked questions about resurfacing
Does your block or cylinder head need resurfacing?
Post the block or cylinder head to us, or bring it to our workshop in Tyreso. We measure it, assess it and give you a quote.
Common engines we recondition
See what a reconditioning means for your specific engine - prices, common faults and specifications per engine family.