Cylinder boring & honing
Meksta bores and hones cylinders to oversize with tolerances down to the thousandth of a millimetre. All types of engine block, from everyday engines to performance builds.
What is cylinder boring?
Cylinder boring means the cylinder bores in the engine block are bored out to a larger diameter (oversize) and then honed to give the correct surface finish and crosshatch for new piston rings. It is a core part of an engine rebuild and is needed when the cylinders have excessive ovality, taper or wear.
The foundation of every engine rebuild
Is the engine burning oil? Blue smoke under throttle? The problem is often in the cylinders. As they wear they turn oval and tapered, which leads to lost compression and higher oil consumption. Boring the cylinders to oversize and fitting oversize pistons restores the engine's original sealing and power.
All cylinder boring is carried out in our machine shop south of Stockholm on a Berco ACP 151. Repeatability is to the thousandth of a millimetre. Every cylinder in your block gets exactly the same size and surface finish, which is essential for smooth running.
Honing: the precision that makes the difference
When honing, we set the target final dimension and surface finish. The machine then works and stops once the target is reached. This eliminates manual measuring errors and gives a result that is consistent from cylinder to cylinder.
The surface finish, the microscopic pattern on the cylinder wall, is just as important as the dimension itself. A correctly honed surface has crossing lines at the right angle (usually 45-50 degrees) that create pockets where the engine oil collects. This oil film is what lubricates the piston rings against the cylinder wall and prevents dry running.
When is cylinder boring needed?
Common reasons cylinder boring is needed:
Lost compression
When compression pressure varies between cylinders or is generally low, worn cylinders can be the cause.
Oil consumption
Worn cylinders let oil pass the piston rings and burn in the combustion chamber. The result is blue smoke.
Cylinder wall damage
Scoring from broken piston rings, overheating or foreign objects in the cylinder.
Ovality
Over time the cylinders wear unevenly and turn oval. The piston rings can no longer seal properly.
Cylinder sleeving
Sometimes the cylinders are so worn that boring to the next oversize is not enough. We then press in new cylinder sleeves, thin cast-iron liners that give a fresh cylinder surface to bore and hone. This is common on aluminium blocks and older cast-iron blocks where the final oversize has already been reached.
Cylinder sleeving is also necessary on some modern aluminium blocks where the coating has been damaged. We press in cast-iron liners and bore to the correct dimension.
Block types we work with
We bore and hone cylinders in all types of engine block:
- Cast-iron blocks (most older and many modern engines)
- Aluminium blocks with cast-iron liners (common on modern cars)
- Aluminium blocks with cylinder sleeving
- Aftermarket racing blocks (Dart, Brodix, etc.)
- Diesel blocks with wet and dry liners
- Motorcycle and moped cylinders
Our equipment for precision
The right machines make the difference between a good and a perfect bore. We have invested in equipment that gives us full control:
- Berco ACP 151 - precision boring machine for inline blocks and V configurations. Handles everything from small 4-cylinder blocks to large V8 and V12 blocks.
- MAS MT32CNC - CNC lathe for boring small cylinders. Perfect for mopeds, motorcycles and special engines.
- Sunnen CK10 - honing machine for motorcycle and moped cylinders.
Common combinations
Cylinder boring is often combined with other services:
Cylinder boring + honing
The standard combination when rebuilding or changing to oversize pistons.
Cylinder sleeving
When the cylinder is too worn to rebore or needs restoring to the original diameter.
Line honing / align boring
Ensures the main bearing bores in the block are straight and round. Critical at high power outputs.
Torque-plate honing with a stress plate
A stress plate simulates the pressure the cylinder head applies to the block in service. Gives an accurate cylinder shape in the assembled state.
What does cylinder boring cost?
Prices depend on cylinder diameter, number of cylinders and block type. Guide prices excluding VAT are shown below. For an exact price, contact us with your engine block.
Inline blocks: 50-100 mm
| No. of cyl | Price |
| 1 cyl | 1 505 kr |
| 2 cyl | 2 468 kr |
| 3 cyl | 3 308 kr |
| 4 cyl | 4 148 kr |
| 5 cyl | 4 865 kr |
| 6 cyl | 5 793 kr |
| 8 cyl | 6 598 kr |
V blocks: 50-100 mm
| No. of cyl | Price |
| 1 cyl | 2 590 kr |
| 4 cyl | 4 743 kr |
| 6 cyl | 5 653 kr |
| 8 cyl | 6 038 kr |
Larger cylinders & special
| Service | Price |
| All American V8 passenger car | 5 250 kr |
| Moped cylinder | 788 kr |
| 2-stroke motorcycle cylinder | 1 278 kr |
All prices excluding VAT. Torque-plate honing with a stress plate is charged separately. See the full price list with all dimensions
Ordering & delivery
Order through our quote form. Upload photos, give the engine code and describe the work you want. Contact us for a quote first, then post the block to us or bring it to our workshop in Tyreso. Enclose your name, email and phone number with the part so we can match the goods to your request. We accept blocks from anywhere in the world by carrier and ship the finished part back.
How cylinder boring works
From measuring to a finished cylinder. Every step is carried out with precision.
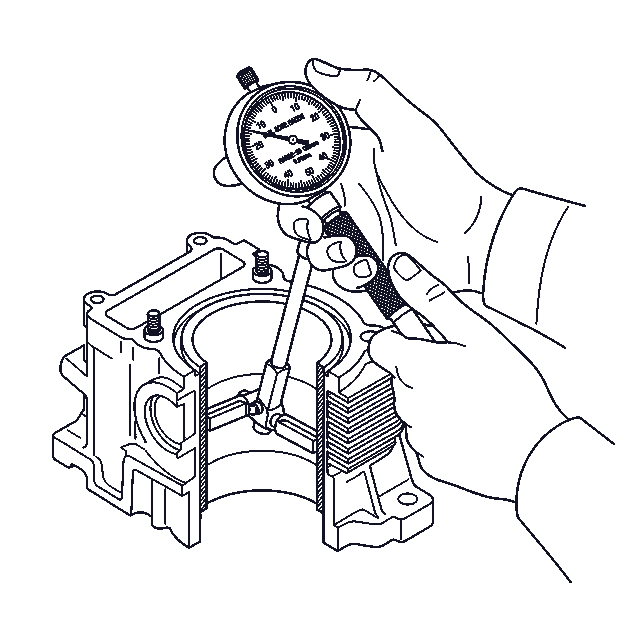
Cleaning & measuring
The engine block is pressure washed in a hot-water washer and the cylinders are measured with a dial gauge at three levels to establish wear, taper and ridges. Suitable oversize pistons are then selected.
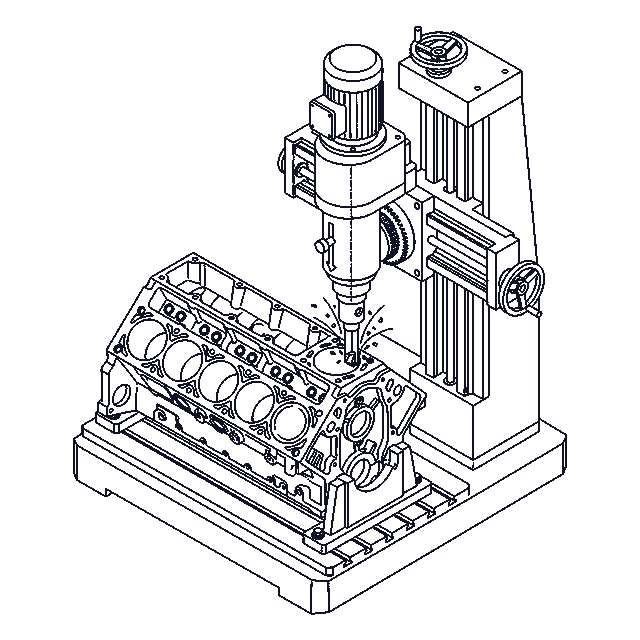
Bore
The block is clamped in our Berco cylinder boring machine. We set the exact centre of the cylinder and bore it out with a carbide tool to just under the finished size, sized for the new pistons.
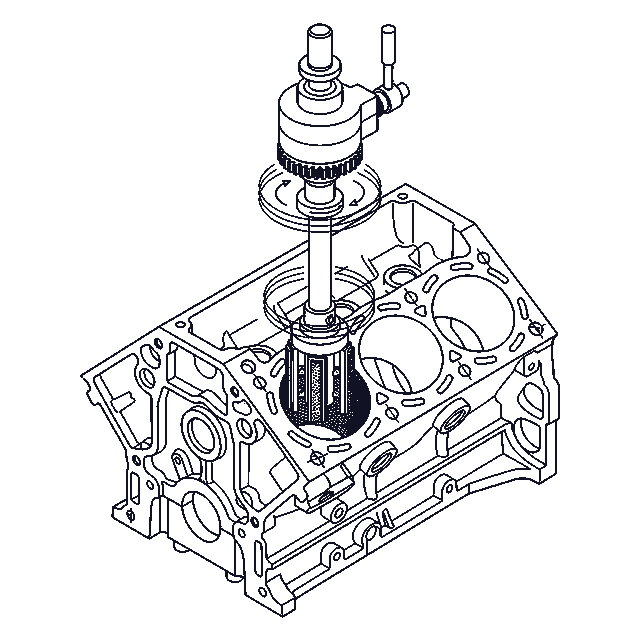
Honing
The final adjustment is done by honing with diamond stones in our honing machine. This also creates the correct crosshatch pattern on the cylinder wall that is essential for the piston rings to be lubricated and seal correctly.
Final inspection
Each cylinder is measured again and the tolerances are checked precisely against the pistons. The clearance is matched to the engine type - a forged piston for forced induction needs more clearance than a cast original piston.
Do the maths yourself
Use our free tools to run the numbers on your project before you get in touch.
Frequently asked questions about cylinder boring
Do your cylinders need reboring?
Post your engine block to us or bring it to our workshop for inspection. We assess it and give you a quote.
Common engines we recondition
See what a reconditioning means for your specific engine - prices, common faults and specifications per engine family.